
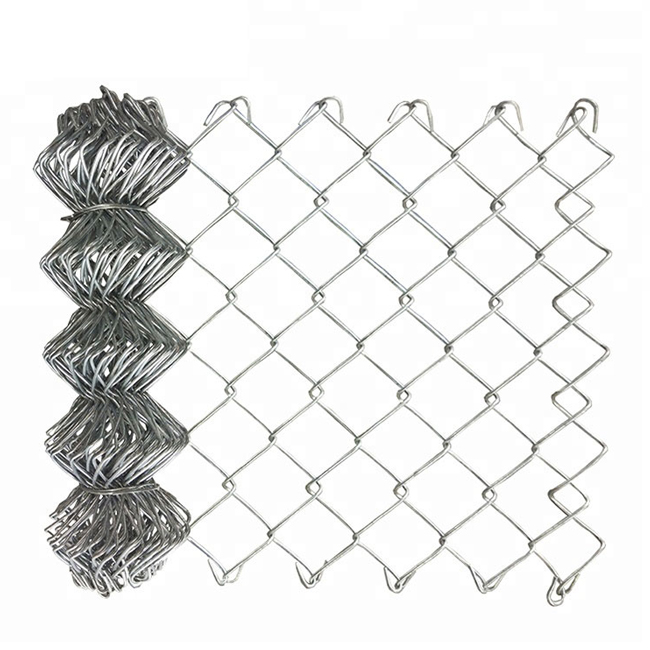
Korrosionsskyddsbehandlingen avtrådnätstaketNät delas generellt in i två typer: en är doppning och den andra är varmförzinkning. Doppningsbehandlingen av stängslets nät är en plastbeläggningsprocess. Doppningsbehandlingen delas in i varmdoppning och kalldoppning beroende på om uppvärmning behövs. Enligt de ursprungliga doppningsdata kan den delas in i vätskedoppning och pulverdoppning. Motsvarande bearbetning delas in i vätskedoppningsbearbetning och pulverdoppningsbearbetning. Kalldoppningsutrustning är generellt av verkstadstyp. Varmdoppning krävs för uppvärmning året runt. Generellt sett använder små verkstäder kalldoppning och doppning. Kan delas in i flera färger: mörkgrön gräsgrön, blå färg och så vidare.
Användningen av varmförzinkning för staketnät har utvecklats från den långvariga varmförzinkningsdörrsbanan. Den har en 140-årig historia sedan Frankrike tillämpade varmförzinkning inom industrin år 1836. Varmförzinkningsindustrin har dock uppnått storskalig utveckling med den snabba utvecklingen av kallvalsat bandstål under de senaste 30 åren.
Produktionsprocessen för varmförzinkad plåt omfattar huvudsakligen: förberedelse av originalskivor → förbehandling av plätering → varmförzinkning → efterbehandling av plätering → inspektion av färdig produkt, etc. Enligt sedvänja delas varmförzinkningsprocessen in i två kategorier: utglödgning och in-line-glödgning beroende på skillnaden i diametern på förbehandlingen. Fördelen med varmförzinkning av staketet är att det har en lång korrosionsskyddsperiod, och anpassning till miljön har alltid varit en populär korrosionsskyddsbehandling. Varmförzinkning har en lång livslängd mot magi, men livslängden mot magi skiljer sig åt i olika miljöer:
Principen för varmförzinkning: rengör järndelarna, sedan lösningsmedelsbehandla, doppa i zinkvätska efter torkning, reagerar järnet med den smälta zinken för att bilda ett legerat zinkskikt. Processen är: avfettning–vattentvätt–betning–hjälpplätering–torkning–varmförzinkning–separation–kylning–passivering. Tjockleken på det varmförzinkade legeringsskiktet beror huvudsakligen på kiselhalten och andra kemiska komponenter i stålet, stålets tvärsnittsarea, stålytans grovhet, zinkkolvens temperatur, förzinkningstiden, kylhastigheten och kallvalsningsdeformationen.
Publiceringstid: 8 mars 2021